Bei der Härteprüfung nach Vickers wird eine vierseitige Diamantpyramide in den Werkstoff gedrückt. Die Eindruckoberfläche dient als Härtewert!
Einleitung
Bei der Härteprüfung nach Vickers wird als Eindringkörper eine vierseitige Diamantpyramide mit einem Öffnungswinkel von 136° genutzt (Öffnungswinkel = Winkel zwischen zwei gegenüberliegenden Flächen). Der Winkel wurde so gewählt, dass die Härtewerte nach Vickers bis zu einem gewissen Grad in etwa mit den Härtewerten nach Brinell vergleichbar sind (gilt bis ca. 400 HBW bzw. 400 HV). Die Diamantpyramide wird mit steigender Kraft in die Werkstoffoberfläche gedrückt und bei Erreichen der gewünschten Prüfkraft für etwa 10 bis 15 Sekunden aufrechterhalten. Wie bereits bei der Härteprüfung nach Brinell, so dient auch beim Vickers-Verfahren das Verhältnis von Prüfkraft F und Eindruckoberfläche A (Pyramidenfläche) als Härtewert:
\begin{align}
\label{vickershaerte}
&HV=\frac{0,102 \cdot F}{A} \\[5px]
\end{align}
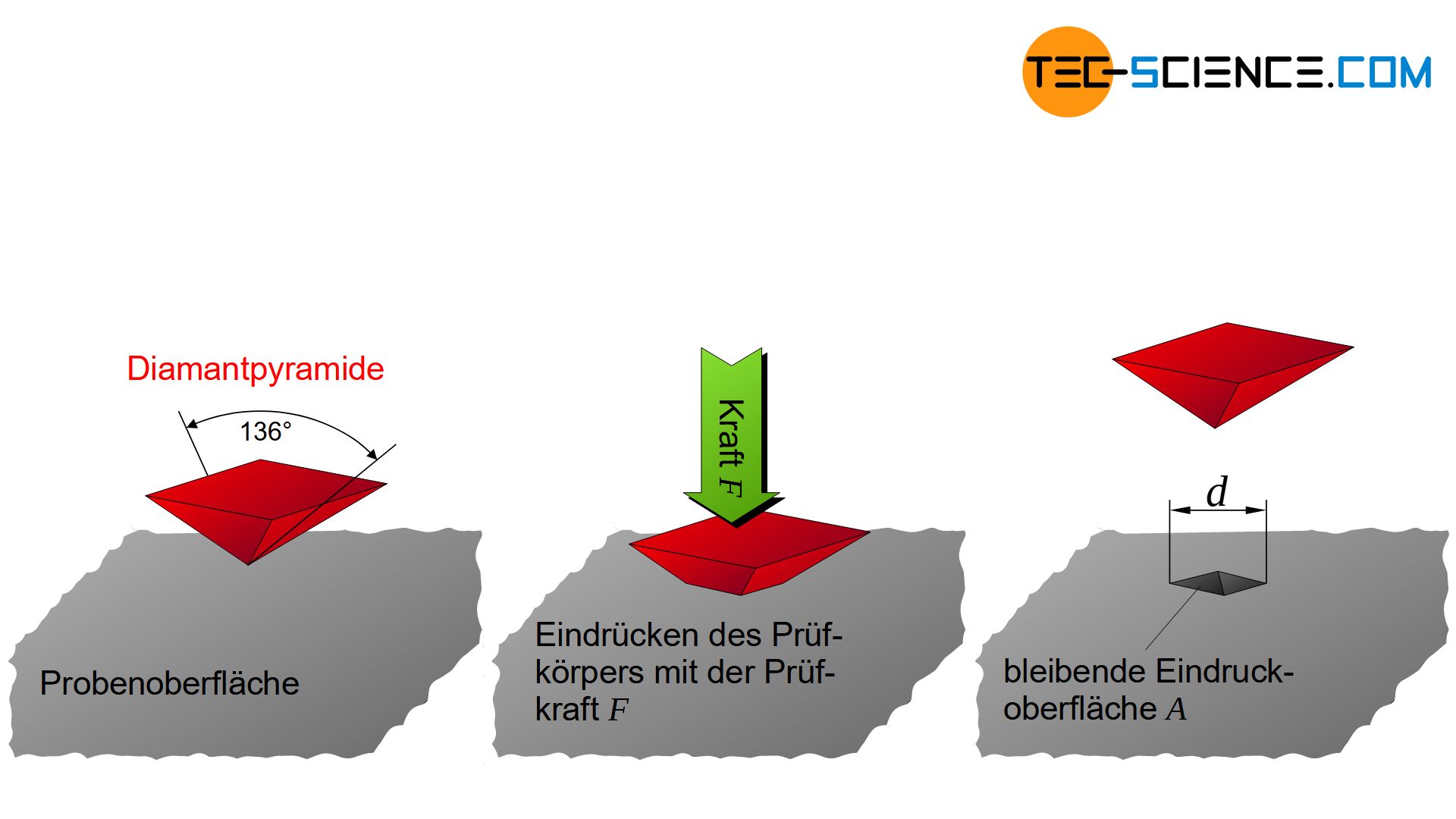
Bei der Härteprüfung nach Vickers wird eine vierseitige Diamantpyramide in den Werkstoff gedrückt. Die hinterlassene Eindruckoberfläche dient als Maß für den Härtewert!
Der Faktor 0,102 stammt an dieser Stelle wieder aus der früher üblichen Einheit „Kilopond“ (siehe Härteprüfung nach Brinell). Die Eindruckoberfläche kann anhand der Diagonalen des hinterlassenen Eindrucks ermittelt werden. Mit dieser Eindruckdiagonalen \(d\) (in mm) und der verwendeten Prüfkraft \(F\) (in N) ermittelt sich der Vickershärtewert HV dann wie folgt:
\begin{align}
\label{vickershaertewert}
&\boxed{HV =\frac{0,1891 \cdot F}{d^2}} ~~~~~\text{Vickershärte} \\[5px]
\end{align}
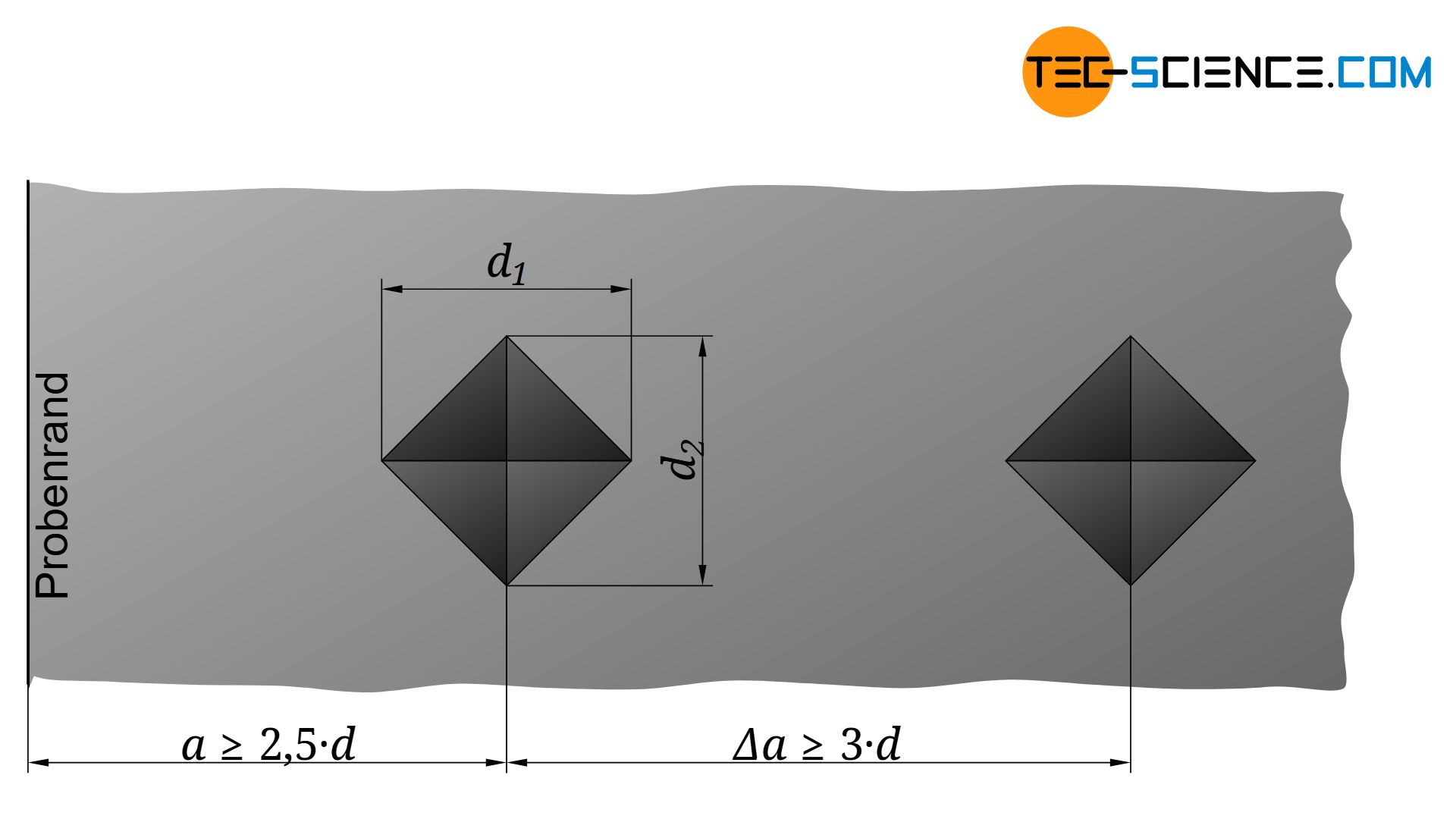
Die Eindruckdiagonale \(d\) bestimmt sich über den Mittelwert der beiden rechtwinklig zueinander stehender Diagonalen \(d_1\) und \(d_2\):
\begin{align}
\label{durchmesserdiagonale}
&\boxed{d=\frac{d_1+d_2}{2}} \\[5px]
\end{align}
Gültigkeitsbereiche
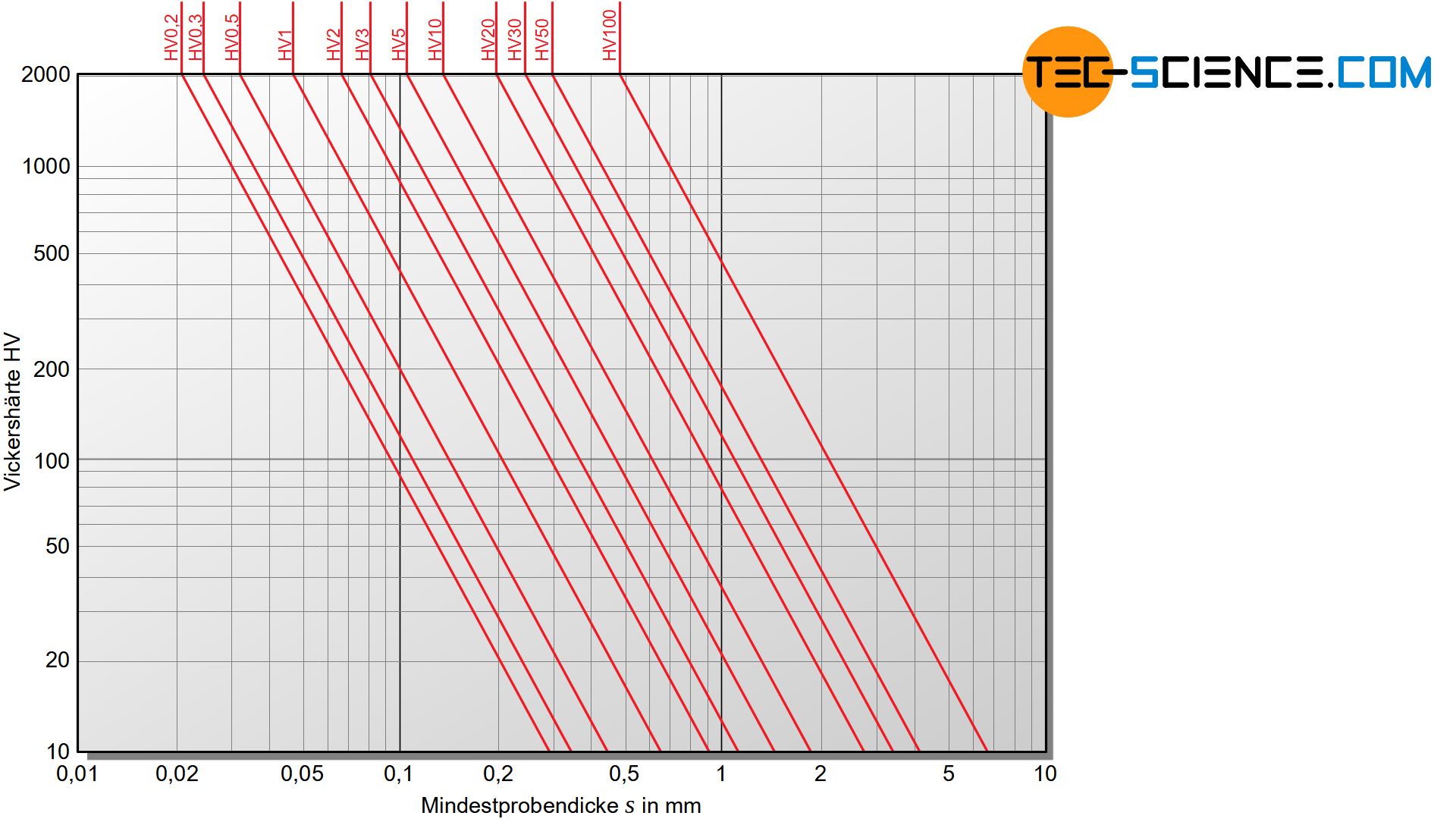
Um die Gefahr der Materialauswölbung auf der gegenüberliegenden Probenseite zu verhindern sollte die Probendicke einen bestimmten Mindestwert nicht unterschreiten. Dieser ist abhängig von der zu erwartenden Härte des Werkstoffs und der Prüfkraft (Prüfbedingungen).
Zudem sollte der Abstand \(a\) vom Eindruckmittelpunkt zum Rand mindestens dem 2,5-fachen Wert der Eindruckdiagonalen \(d\) entsprechen, um ein Wegfließen des Werkstoffes zur Seite hin zu verhindern:
\begin{align}
\label{mindestrandabstand}
&\boxed{a \ge 2,5 \cdot d} \\[5px]
\end{align}
Darüber hinaus sollte der Abstand zweier benachbarter Probeneindrücke für Stahl und Kupfer mindestens so weit auseinanderliegen wie die 3-fache Diagonalenlänge eines Eindrucks (für Aluminium das 6-fache). Hiermit soll der Einfluss von Kaltverfestigungserscheinungen um den Bereich des Eindruckdurchmessers ausgeschaltet werden.
\begin{align}
\label{mindestprobenabstand}
&\boxed{\Delta a \ge 3 \cdot d} \\[5px]
\end{align}
Vergleichbarkeit der Härtewerte
Im Gegensatz zu einer Kugel (wie beim Brinellhärteprüfverfahren) liefert die eingedrückte Pyramide in gewissem Rahmen bei unterschiedlichen Prüfkräften stets geometrisch ähnliche Eindrücke. So führt bei jeweils identischen Proben die doppelte Kraft auch zu einer doppelten Eindruckoberfläche. Als Verhältnis von Kraft und Eindruckoberfläche ist der Härtewert somit trotz unterschiedlicher Prüfkräfte stets identisch*. Eingeschränkt werden muss die Unabhängigkeit des Härtewertes von der Prüfkraft bei geringen Prüfkräften. Dann nimmt nämlich die elastische Verformung einen größeren Anteil an der Gesamtverformung ein. Der bleibende Pyramideneindruck fällt folglich geringer aus und täuscht damit einen höheren Härtewert vor.
*) Beim Brinellhärteprüfverfahren ist dies nicht so. Dort würde bei derselben verwendeten Kugel die doppelte Kraft (höherer Beanspruchungsgrad) zu einem anderen Härtewert führen.
Deshalb sollten Härtewerte nach Vickers auch wirklich nur dann miteinander verglichen werden, wenn sie mit denselben Prüfkräften ermittelt wurden. Ein härterer Werkstoff benötigt grundsätzlich höhere Prüfkräfte als ein weicherer Werkstoff. Je nach zu erwartender Härte des Werkstoffes sind unterschiedliche Prüfkräfte in Form von sogenannten Prüfbedingungen vorgeschrieben. Dabei werden drei Prüfbereiche unterschieden.
Zum einen der sogenannte Makroprüfbereich mit Prüfkräften zwischen 49,03 N (5 kp) und 980,7 N (100 kp), innerhalb dessen die Härtewerte praktisch unabhängig der Prüfkraft sind.
Zum anderen wird der der Kleinlastprüfbereich zwischen 1,961 N (0,2 kp) und 29,42 N (3 kp) unterschieden. Der Kleinlastbereich findet bei dünnen Randschichten und Blechen sowie bei Fertigteilen Anwendung, um das Bauteil nicht zu sehr zu beschädigen.
In Sonderfällen kommt auch der Mikrolastbereich zwischen 0,098 N (0,01 kp) und 1,961 N (0,2 kp) zur Anwendung. Dabei bietet die verwendete Pyramidenspitze einen zusätzlichen Vorteil gegenüber der Kugel beim Brinellverfahren, da selbst bei geringen Eindrucktiefen der pyramidenförmige Eindruck schärfere Ränder hinterlässt und damit besser ausgemessen werden kann. Bei geringen Eindrucktiefen steigt deshalb die Genauigkeit der Vickersprüfung gegenüber der Brinellhärteprüfung.
Im Gegensatz zur Härteprüfung nach Brinell eignet sich das Prüfverfahren nach Vickers für alle Härtebereiche, d.h. von sehr weichen bis sehr harten Werkstoffen. Zudem ist dieses Härteprüfverfahren auch bei dünnen Blechen oder dünnen Randschichten anwendbar, was es zu einem universellen Härteprüfverfahren macht.
Die Härteprüfung nach Vickers eignet sich für weiche bis sehr harte Werkstoffe und vor allem für dünne Bleche!
Normgerechte Angabe des Härtewerts
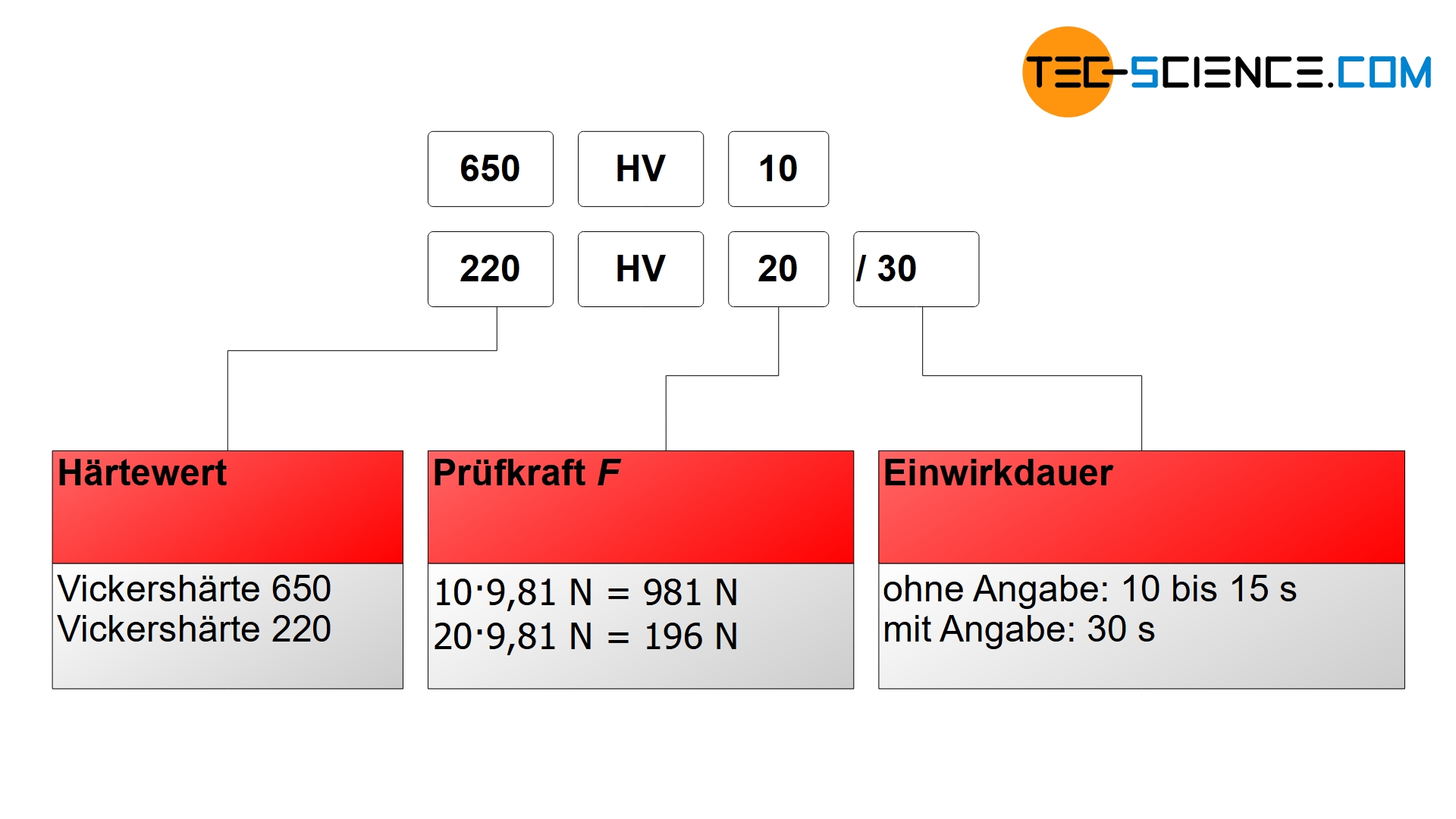
Die normgerechte Angabe der Vickershärte besteht aus der Angabe des Härtewertes, der Prüfbedingung (Prüfkraft) und der Einwirkdauer. Letztere kann bei der Standardeinwirkzeit von 10 bis 15 Sekunden wieder entfallen.
Sowohl das Härteprüfverfahren nach Brinell also auch das nach Vickers nutzt als Härtemaß die hinterlassene Eindruckoberfläche. Dabei wird die hinterlassene Eindruckgeometrie unter einem Mikroskop durch Ausmessen bestimmt. Dies erfordert in der Regel eine glänzende Oberfläche, damit der hinterlassene Eindruck auch optisch deutlich erkennbar wird. Eventuell muss die Probe vor dem Versuch poliert werden. Deshalb eigenen sich diese Verfahren im Allgemeinen nicht für die automatisierte Fertigung. Aus diesem Grund wurde das Härteprüfverfahren nach Rockwell entwickelt.





