Ziel des Spannungsarmglühens ist das Lösen von Eigenspannungen!
Wird ein Stahl ungleichmäßig erwärmt oder abgekühlt so können im Inneren Spannungen entstehen, die auch als Eigenspannungen bezeichnet werden. Häufig werden solche Eigenspannungen bspw. während des Schweißens induziert, da dabei das Werkstück nicht gleichmäßig sondern nur lokal an einer bestimmten Stelle erwärmt und anschließend abgekühlt wird. Aber auch beim Fräsen oder Drehen können Eigenspannungen im Werkstück entstehen, da es im Zerspanungsbereich des Werkstückes zu hohen Temperaturen kommen kann. Beim Härten beruht der Härteverzug ebenfalls auf den entstehenden Eigenspannungen während der ungleichmäßigen Abkühlung.
Solche Eigenspannungen können unter anderem die Festigkeit des Werkstückes herabsetzen. Des Weiteren können Eigenspannungen bei einem nachträglichen Zerspanungsprozess auch zum Verzug des Bauteils führen, wenn sich die Eigenspannungen hierdurch plötzlich lösen. Deshalb wird es in manchen Fällen erforderlich, entstandene Eigenspannungen im Werkstück zu beseitigen. Dies wird durch das sogenannte Spannungsarmglühen erreicht.
Ziel des Spannungsarmglühens ist das Lösen von Eigenspannungen!
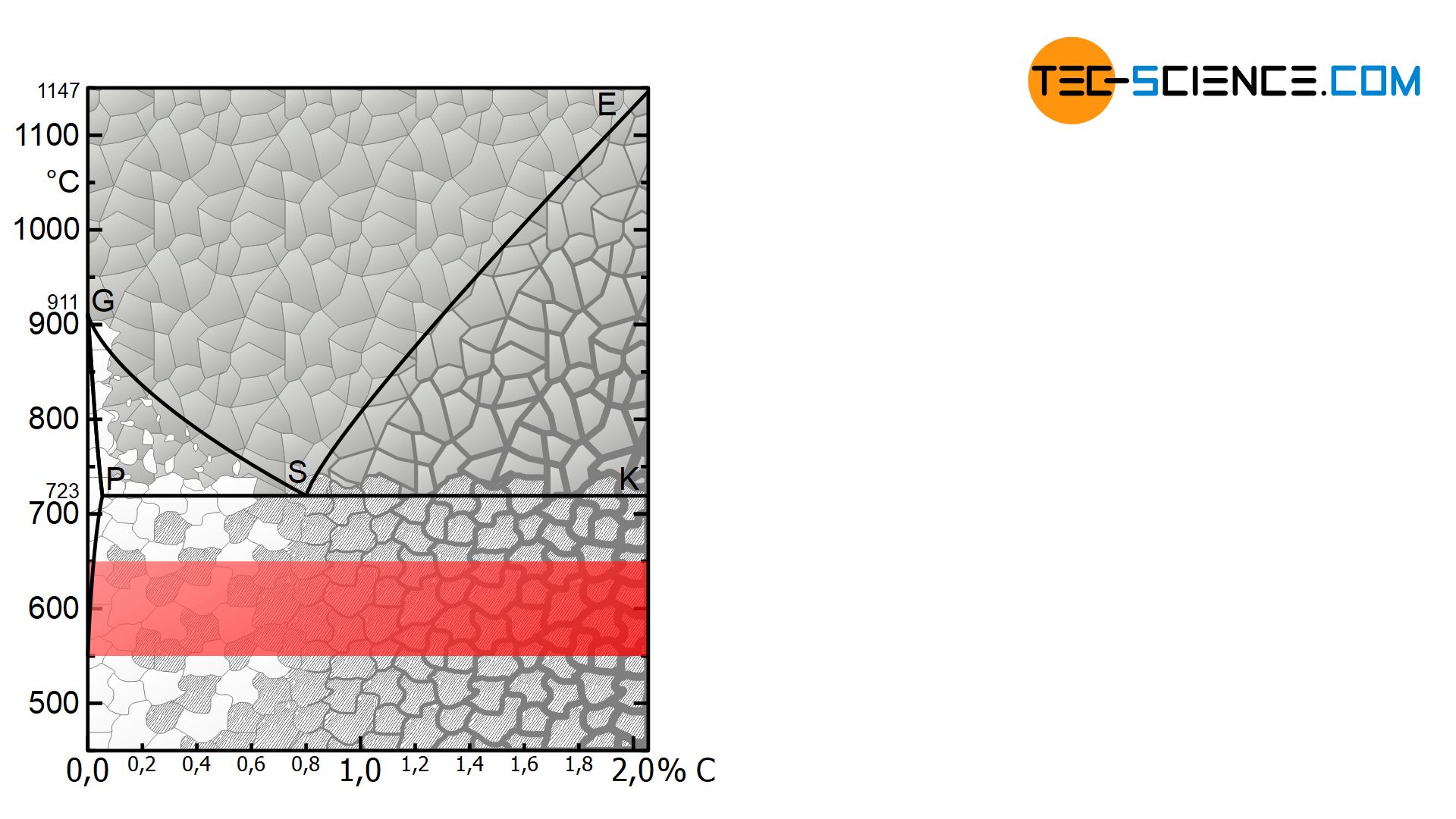
Beim Spannungsarmglühen wird das Werkstück unterhalb der PSK-Linie im Bereich zwischen 550 °C und 650 °C geglüht. Der Effekt des Spannungsabbaus beruht darauf, dass die Festigkeit des erwärmten Bauteils mit höherer Temperatur abnimmt. Fällt die Streckgrenze (Warmdehngrenze) dabei unter den Wert der Eigenspannungen, so werden diese durch plastische Verformung abgebaut. Die Versetzungen beginnen entsprechend zu wandern.
Die Eigenspannungen können also immer nur bis maximal auf die entsprechende Warmdehngrenze abgebaut werden, niemals vollständig. Nach dem Glühen muss das Werkstück anschließend langsam abgekühlt werden, um ein erneutes Entstehen von Spannung zu vermeiden. Meisten bleibt das Werkstück dabei im ausgeschalteten Glühofen ruhen.
")
")
")
")
")