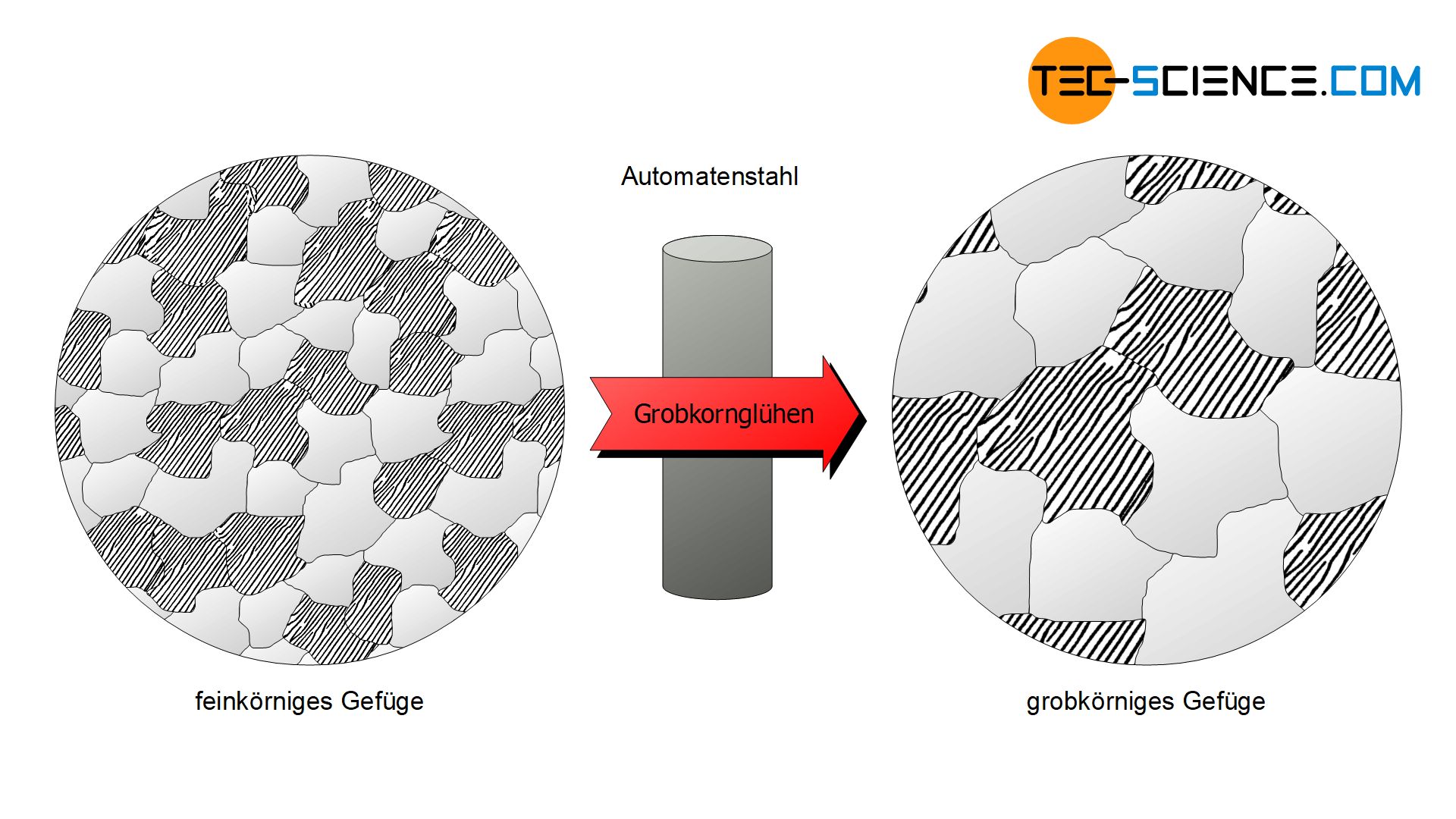
Ziel des Grobkornglühens ist die Verbesserung der Spanbarkeit!
In der Regel ist ein grobkörniges Stahlgefüge aufgrund der relativ niedrigen Zähigkeits- und Festigkeitswerte unerwünscht. Einziger Vorteil eines gröberen Kornes ist die hieraus resultierende bessere Zerspanbarkeit, die der erhöhten Sprödigkeit des Grobkorns geschuldet ist (Beachte, dass sich Sprödigkeit und Zähigkeit immer umgekehrt verhalten). Vor allem für kohlenstoffarme Stähle mit einem Kohlenstoffgehalt unter 0,3 % bietet sich das sogenannte Grobkornglühen als Alternative zum Weichglühen an, um die Spanbarkeit entsprechend zu verbessern.
Ziel des Grobkornglühens ist die Verbesserung der Spanbarkeit!
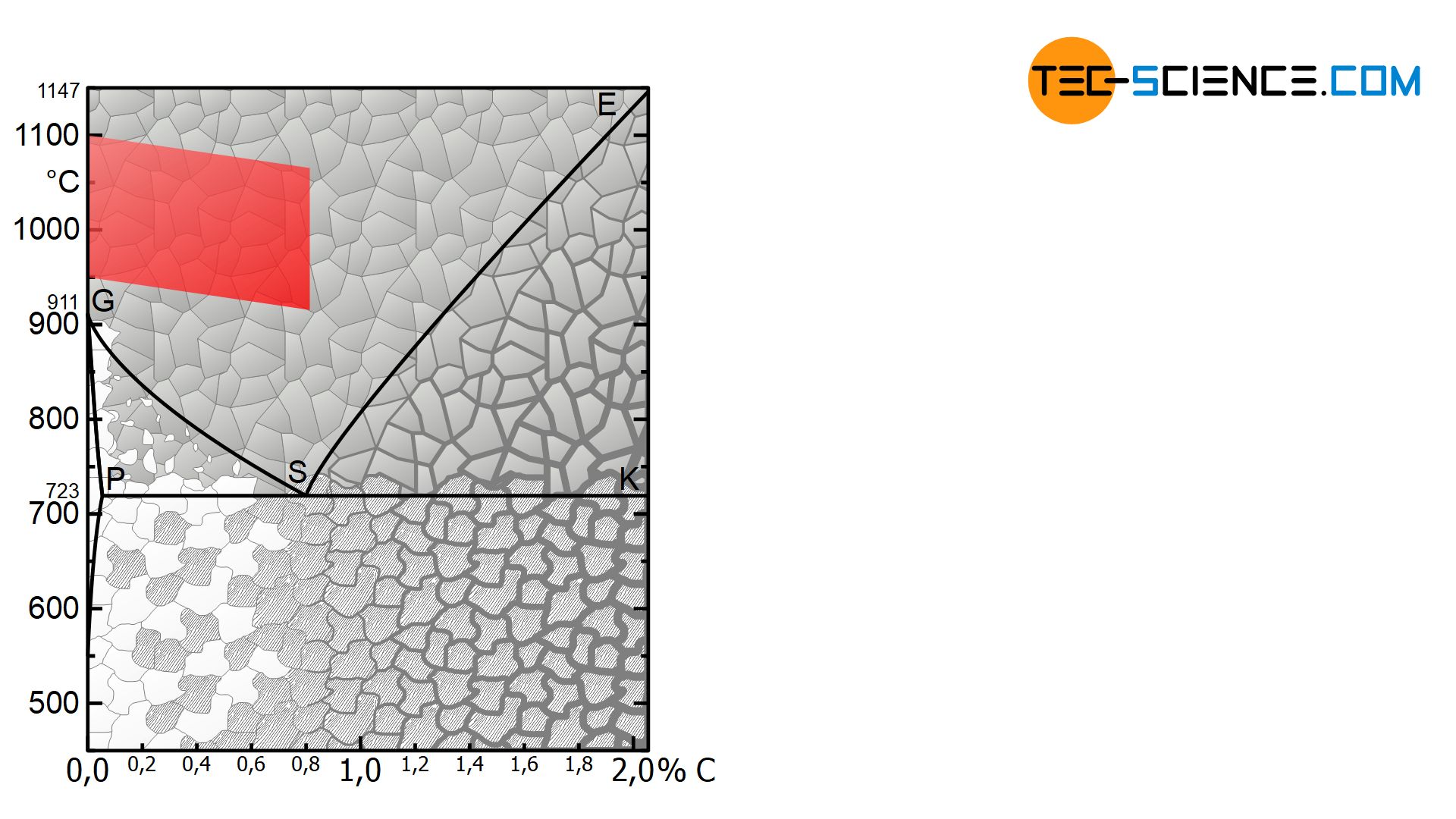
Beim Grobkornglühen wird der Stahl im Bereich zwischen 950 °C und 1100 °C geglüht. Bei diesen hohen Temperaturen können Diffusionsprozesse in ausreichendem Maße stattfinden, sodass sich die Atome an den Korngrenzen neu anlagern können und diese somit zum Wachsen bringen. Triebkraft hierfür ist letztlich die Verringerung der Oberflächenenergie, die mit einem größeren Korn einhergeht anstatt mit vielen kleinen. Da die Diffusionsprozesse Zeit benötigen, muss je nach Dicke des Werkstückes mehrere Stunden lang geglüht werden.
Aufgrund der im Allgemeinen ungünstigen mechanischen Festigkeitseigenschaften, bleibt das Grobkornglühen auf kohlenstoffarme Stähle beschränkt und wird nur sehr selten angewandt (z.B. bei Hochtemperaturanwendungen, siehe hierzu auch Kapitel Kriechversuch). Nach der spanenden Bearbeitung des Grobkorngefüges, kann dieses anschließend durch Normalglühen wieder beseitigt werden, um wieder bessere Festigkeitseigenschaften zu erhalten.
Die im Allgemeinen schlechteren Festigkeitswerte eins grobkörnigen Gefüges können durch Normalglühen wieder beseitigt werden!
")
")
")
")
")