Um den heutigen Anforderungen von Stählen gerecht zu werden, muss der Rohstahl nach dem Frischen weiterbehandelt werden.
Einleitung
In den Anfangszeiten der Stahlherstellung wurde der Rohstahl direkt nach dem Frischen vergossen und war bereit für den Verkauf. Im Laufe der Zeit sind die Anforderungen an die Stähle jedoch mehr und mehr gestiegen. Insbesondere niedrige Phosphor-, Stickstoff- und Sauerstoffkonzentrationen sind heutzutage unabdingbar geworden. Die erforderliche Qualität kann nur durch weitere Nachbehandlungsverfahren gewährleistet werden.
Historisch bedingt werden deshalb die Verfahren von der Erzgewinnung bis zum Rohstahl nach dem Frischen zur Primärmetallurgie gezählt, alle weiteren Veredelungsprozesse des Rohstahls zum fertigen (legierten) Stahl zählen zur Sekundärmetallurgie. Auch die im Direktreduktionsverfahren gewonnenen Rohstähle werden einer solchen sekundärmetallurgischen Behandlung unterzogen. Hierunter fallen unter anderem die im Nachfolgenden näher erläuterten Verfahren wie:
- Desoxidierung
- Vakuumbehandlung
- Umschmelzbehandlung
- Legieren
Für diese Verfahren wird der gefrischte Rohstahl im Konverter gekippt und in sogenannte Pfannen abgegossen. Deshalb wird die Sekundärmetallurgie auch häufig Pfannenmetallurgie genannt.
Die Sekundärmetallurgie dient der Veredelung der Stähle, um den unterschiedlichsten Anforderungen gerecht zu werden!
Desoxidierung
Im vorherigen Abschnitt wurden die wichtigsten Gleichgewichtsreaktionen während des Frischens erläutert. Vor allem die Reaktion des Eisenoxids (\(FeO\)) mit Kohlenstoff (\(C\)) zu Eisen (\(Fe\)) und Kohlenmonoxid (\(CO\)) hat für den Sauerstoffgehalt des späteren Stahls besondere Bedeutung:
\begin{align}
\label{1}
&FeO ~&&+~ C &&\rightleftharpoons~ Fe && +~ CO \\[5px]
\end{align}
Da es sich bei dieser Reaktion um eine Gleichgewichtsreaktion handelt, bleibt auch stets oxidiertes Eisen (\(FeO\)) in der Schmelze gelöst. Vor allem bei kohlenstoffarmer Schmelze kann gemäß der Reaktionsgleichung (\ref{1}) nur wenig Sauerstoff in Form von Kohlenmonoxid aus der Schmelze entweichen. Der flüssige Rohstahl enthält dann sehr viel gelösten Sauerstoff. Dies kann im erstarrten Zustand in Verbindung mit Schwefel zur verstärkten Heißbruchneigung beim Warmumformen führen, da das gebildete Eisenoxid \(FeO\) die Schmelztemperatur der ohnehin schon niedrigschmelzenden Eisen-Eisensulfid-Verbindung nochmals herabsetzt.
Zudem „kocht“ der Sauerstoff beim Erstarren des Stahls in Form von Kohlenmonoxid aus. Dies führt zu Gaseinschlüssen und damit zur Porenbildung. Das Auskochen des Kohlenmonoxids ist der Tatsache geschuldet, dass sich der Kohlenstoffgehalt in der Restschmelze beim Erstarren erhöht (siehe Eisen-Kohlenstoff-Diagramm). Um das chemische Gleichgewicht zu halten, bildet sich gemäß Gleichung (\ref{1}) somit vermehrt Kohlendioxid, welches dann gasförmig nach oben steigt. Auch beim Wiedererstarren einer Schweißverbindung würden sich Gasporen bilden. Deshalb sind solche sauerstoffhaltigen Stähle nicht schweißgeeignet. Aus diesem Grund muss der eingebrachte Sauerstoff nach dem Frischen durch nachträgliches Desoxidieren so weit wie nötig aus dem Rohstahl entfernt werden.
Ein zu hoher Sauerstoffgehalt im Stahl führt bei der Erstarrung zur Bildung von Gasblasen und damit zur Bildung von Poren. Stähle müssen deshalb vor dem Erstarrung desoxidiert werden!
Je nachdem wie stark desoxidiert wird, unterscheidet man zwischen unberuhigtem, halbberuhigtem und vollberuhigtem Stahl. Die Bezeichnung „beruhigen“ geht eben auf das Aufsteigen der Gasblasen beim Erstarren und der damit verbundenen Schmelzbadbewegung zurück. Die Desoxidation des Stahls wird deshalb auch Beruhigung genannt. Der Desoxidationsgrad hängt von der Wahl der Desoxidationsmittel ab, die alle grundsätzlich eine stärke Affinität zum Sauerstoff besitzen müssen als das Eisen.
Bei unberuhigt vergossenen Stählen wird lediglich Mangan (\(Mn\)) zugegeben, der nicht nur den Sauerstoff bindet sondern auch das im Stahl enthaltene Schwefelsulfid (\(FeS\)) in die für den Rot- und Heißbruch ungefährliche Form des Mangansulfids (\(MnS\)) überführt:
\begin{align}
\label{unberuhigung}
&FeO &&~+~ Mn &&\rightleftharpoons~ Fe && +~ MnO \\[5px]
&FeS &&~+~ Mn &&\rightleftharpoons~ Fe && +~ MnS \\[5px]
\end{align}
Die Halbberuhigung des Stahls geschieht zusätzlich mit Silizium nach der unten angegebenen Gleichgewichtsreaktion:
\begin{align}
\label{halbberuhigung}
&2~FeO ~&&+~ Si &&\rightleftharpoons~ 2 Fe && +~ SiO_2 \\[5px]
\end{align}
Bei der Vollberuhigung wird zusätzlich mit Aluminium gearbeitet, wobei die Reaktion praktisch vollständig zu Gunsten des Aluminiumoxids abläuft. Nahezu der gesamte Sauerstoff bleibt hinterher in Form von Aluminiumoxid im Rohstahl gebunden und kocht beim Erstarren nicht mehr aus. Die Reaktionsgleichung hierfür lautet wie folgt:
\begin{align}
\label{vollberuhigung}
&3~FeO ~&&+~ 2 Al &&\rightarrow~ 3 Fe && +~ Al_2O_3 \\[5px]
\end{align}
Aber nicht nur Sauerstoff sondern auch andere Gase wie Stickstoff (aus der Luft) nimmt das Roheisen während des Frischens auf. Auch dieser muss nachträglich unter das erforderliche Höchstmaß gebracht werden. Stickstoffhaltige Stähle neigen nämlich zum sogenannten Altern.
Unter altern versteht man die Versprödung des Stahls im Laufe der Zeit. Die Ursache der Versprödung liegt darin, dass Stickstoff zwar bei relativ hohen Temperaturen gelöst werden kann, jedoch praktisch nicht bei Raumtemperatur löslich bleibt. Somit wird sich der (zwangsgelöste) Stickstoff mit der Zeit als Eisennitrid im Stahlgefüge ausscheiden. Diese Ausscheidungen behindert im besonderen Maße die für eine Verformung notwendige Versetzungsbewegung – der Stahl versprödet.
Stähle die keine Alterungserscheinungen zeigen sollen, müssen folglich stickstoffarm sein. Vor allem in den Anfängen der Stahlherstellung, als noch mit stickstoffhaltiger Luft gefrischt wurde, stellte die Stickstoffaufnahme ein großes Problem dar. Deshalb wird heutzutage mit technisch reinem Sauerstoff gefrischt, wobei auch dabei stets Anteile an Stickstoff aufgenommen werden.
An dieser Stelle bietet die Vollberuhigung mit Aluminium zusätzliche Vorteile. Das zugesetzte Aluminium verbindet sich nämlich mit dem gelösten Stickstoff zu Aluminiumnitrid und macht es dadurch bezüglich einer Alterung unschädlich:
\begin{align}
&FeN ~&&+~ Al &&\rightarrow~ Fe ~&&+~ AlN \\[5px]
\end{align}
Die Aluminiumnitride fördern darüber hinaus die Keimbildung während des Erstarrens und verzögern das Kornwachstum, sodass sich damit schweißgeeignete Feinkornbaustähle herstellen lassen.
Vollberuhigte Stähle mit Aluminium eigenen sich besonders zum Schweißen (schweißgeeignete Feinkornbaustähle)!
Nachteilig kann sich die Vollberuhigung jedoch auf die Oberflächenqualität auswirken, weshalb in manchen Fällen unberuhigt vergossener Stahl genutzt wird wie bspw. für die Herstellung von Tiefziehblechen (im Kapitel hier mehr dazu). Auch kann die Vollberuhigung beim Blockguss zu verstärkten Innenlunkern führen, die später abgetrennt werden müssen und somit Ausschuss darstellen.
Vakuumbehandlung (Entgasung)
Auf die ähnliche Weise wie Stickstoff, wirken auch andere Gase wie bspw. Wasserstoff im Stahl versprödent (Wasserstoffversprödung genannt). Grundsätzlich sollten die gelösten Gase deshalb aus dem flüssigen Rohstahl weitestgehend entfernt werden.
Um dies technisch zu realisieren macht man sich auch die Eigenschaft zu Nutze, dass die Löslichkeit von Gasen vom äußeren Druck abhängig ist. Dabei gilt: Je niedriger der Umgebungsdruck, desto weniger Gase können in einer Flüssigkeit gelöst werden. Eine Entgasung des flüssigen Rohstahls kann folglich dadurch erreicht werden, dass dieser einem starken Unterdruck („Vakuum“) ausgesetzt werden. Genau dies wird bei einer Vakuumbehandlung gemacht. Die dann zum Teil nicht mehr lösbaren Gase wie Wasserstoff, Stickstoff und Sauerstoff steigen in der Schmelze auf und können verschlackt werden.
Mit einer Vakuumbehandlung können unerwünschte Gase aus dem flüssigen Stahl entfernt werden!
Dadurch dass bei einer Vakuumbehandlung auch teilweise Sauerstoff aus der Schmelze ausperlt, erfolgt somit auch eine Desoxidation. Ebenfalls kann durch die Vakuumbehandlung ein starker Entkohlungseffekt erzielt werden, da sich das chemische Gleichgewicht nach Gleichung (\ref{1}) durch den Unterdruck nach rechts verschiebt. Der Kohlenstoff kann folglich nicht mehr im selben Maße in der Schmelze gelöst werden und steigt als Kohlenmonoxid auf. Eine solche Feinentkohlung ist für manche rostfreien Stähle erforderlich, deren Kohlenstoffkonzentrationen teilweise bei nur 0,01 % liegen (z.B. der Stahl X1NiCrMoCu25-20-5).
Umschmelzverfahren
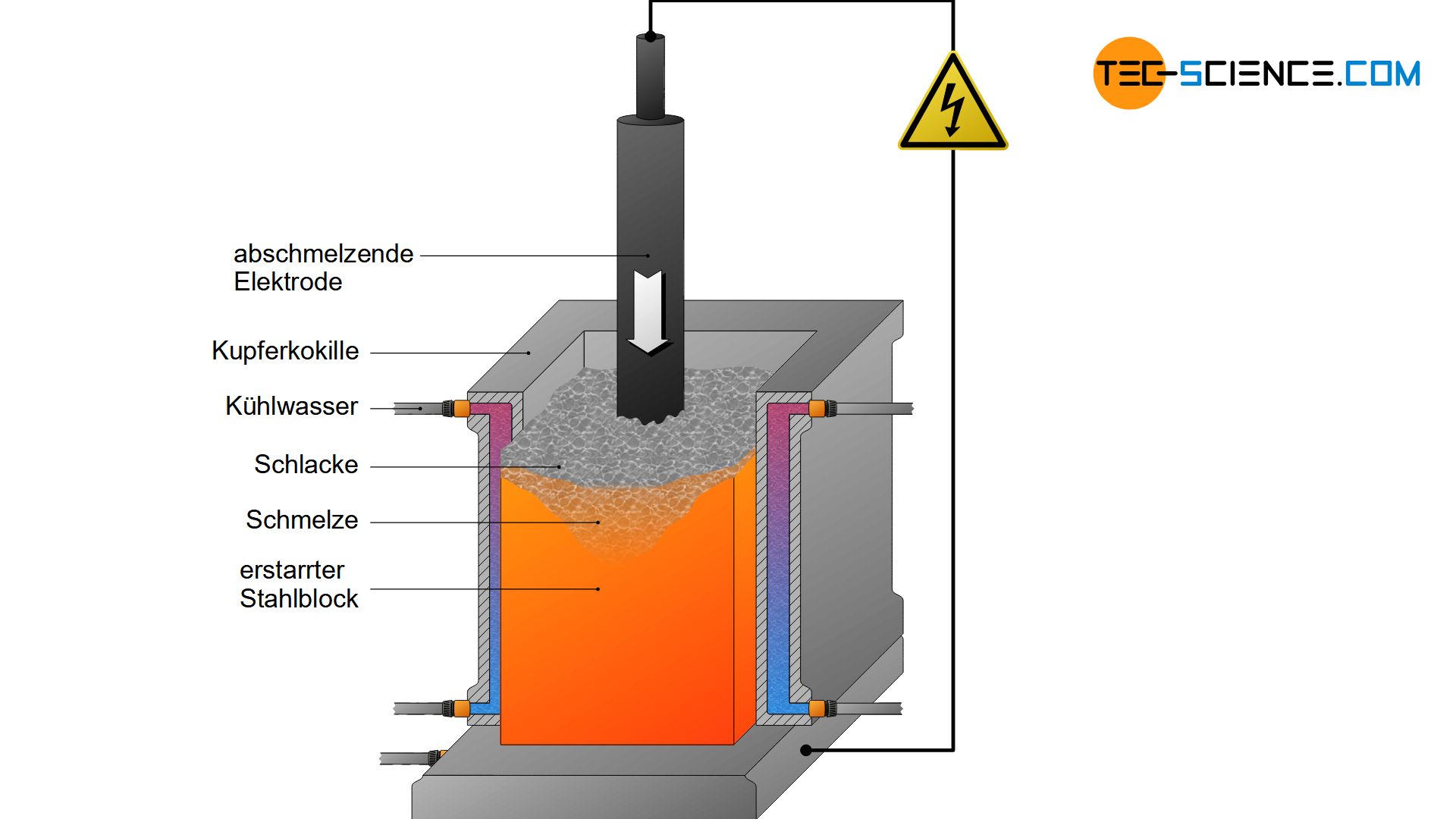
Eine noch größere Reinheit als die Entgasung per Vakuumbehandlung liefert das Elektro-Schlacke-Umschmelz-Verfahren (kurz: ESU-Verfahren). Hierzu wird der Rohstahl zunächst in eine zylindrische Form gegossen und erstarrt. Der erstarrte Stahlzylinder dient anschließend als abschmelzende Elektrode für eine Hochspannungsquelle. Die zweite Elektrode wird durch eine Kokille gebildet, innerhalb deren sich ein Schlackenbad bestehend aus Kalk und Tonerde befindet. Die Schlacke dient gleichzeitig als elektrischer Widerstand.
Die Rohstahl-Elektrode wird nun von oben der Kokillen-Elektrode genähert und ein Lichtbogen gezündet. Der Stahlzylinder fängt aufgrund der hohen Temperaturen an zu schmelzen und tropft auf die flüssige Schlacke. Beim Durchwandern durch die Schlacke werden dem flüssigen Stahl die unerwünschten Eisenbegleiter entfernt. Anschließend erstarrt der gereinigte Stahl in der wassergekühlten Kokille, wobei sich die Schlacke mit der Erstarrungsfront des Stahls nach oben bewegen.
Das Elektro-Schlacke-Umschmelzverfahren kann auch unter Vakuum erfolgen, so dass dabei gleichzeitig eine Entgasungswirkung eintritt. Dieses Kombinationsverfahren wird dann als Vakuumumschmelzverfahren bezeichnet, welches für besonders hochwertige Edelstähle angewendet wird.
Legieren
Eine wichtige Aufgabe der Sekundärmetallurgie ist das Einstellen der Stahlzusammensetzung (Einstellen der Analyse). Dies geschieht durch Zugeben von Legierungselementen wie Titan, Chrom, Nickel, Molybdän, Vanadium, Wolfram, etc. Beim Elektrostahlverfahren werden die hochschmelzenden Legierungselemente eventuell bereits direkt im Lichtbogen- oder Induktionsofen zugegeben.
Nach Analysenkontrollen ist der flüssige Stahl schließlich endgültig bereit um vergossen und zu Halbzeuge oder Gussteile (Stahlguss) verarbeitet zu werden. Dabei wird der flüssige Stahl entweder als Blockguss (diskontinuierlicher Vorgang) oder als Strangguss (kontinuierlicher Vorgang) vergossen. Auf diese Prozessschritte wird im folgenden Abschnitt der Halbzeugherstellung näher eingegangen.





