Semi-finished products are mainly produced by (discontinuous) ingot casting or by continuous casting.
Ingot casting
With ingot casting, the molten steel from the steelworks solidifies in moulds to form conical blocks, each with a mass of several kilograms up to several tons. The conical shape makes it easier to remove the moulds (which are usually made of nodular cast iron) after the steel has solidified. The solidified blocks are also called ingots, which is why this kind of steelmaking is called ingot casting.
If the ingots are rolled into oblong blocks with a rectangular cross-section, they are also referred to as slabs. Slabs are supplied as semi-finished products to rolling mills for the production of sheet steel, hot rolled strip and cold rolled strip or to forges.
Overall, however, ingot casting is not suitable for mass production. It is mainly limited to high-alloyed steels such as tool steels and rolling bearing steels, which are only produced in small quantities. Today, slabs for mass production are mainly produced using the more efficient continuous casting process (explained in more detail in the following section).
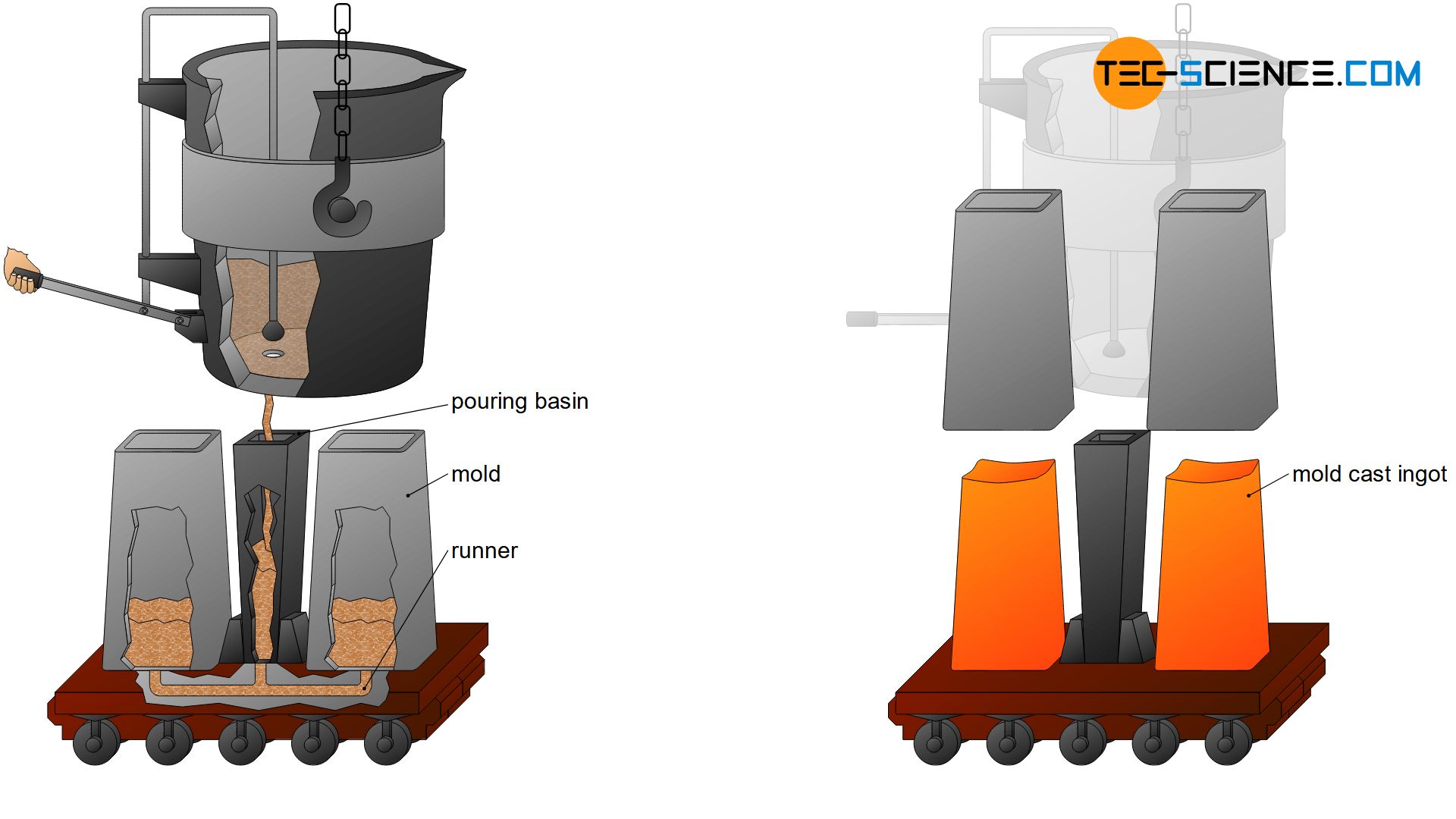
Depending on whether the ingot mold is filled from above or below, a distinction is made between top pouring (top casting or downhill casting) and bottom pouring (bottom casting or uphill casting). With bottom pouring the mold is filled from the bottom via a runner system. This process is mainly used for ingot casting.
Ingot casting is a discontinuous casting and solidification process of steel into ingots (blocks)!
With rimmed steels, gas bubbles rise during solidification and thus provide for flows in the melt. Since the casting block solidifies from the edge, low-melting accompanying and alloying elements are thus conveyed more towards the middle of the block. The result is a chemical segregation of the ingot, also known as ingot segregation (macrosegregation). For example, the last solidified head of the casting block contains up to 5 times higher concentrations of sulphur and phosphorus than the marginal regions.
Conversely, this means that the steel block has only minor impurities on the surface and is also very low in carbon. This tough surface layer also has a high surface quality. This is the reason why deep-drawing sheets are often made of rimmed steels.
In addition, rimmed steels have only small shrinkage values and little blowholes compared to killed steels. The reason for this are the rising gas bubbles, which remain as pores in the casting block after solidification, but for this very reason counteract the reduction in volume during the transition from liquid to solid. The gas pores do not have any further disturbing effect during rolling into sheets, as these are compressed by the high degree of forming and the inner surfaces of the pores “weld” together.
Rimmed casted steel is often used as steel for deep drawing or rolling!
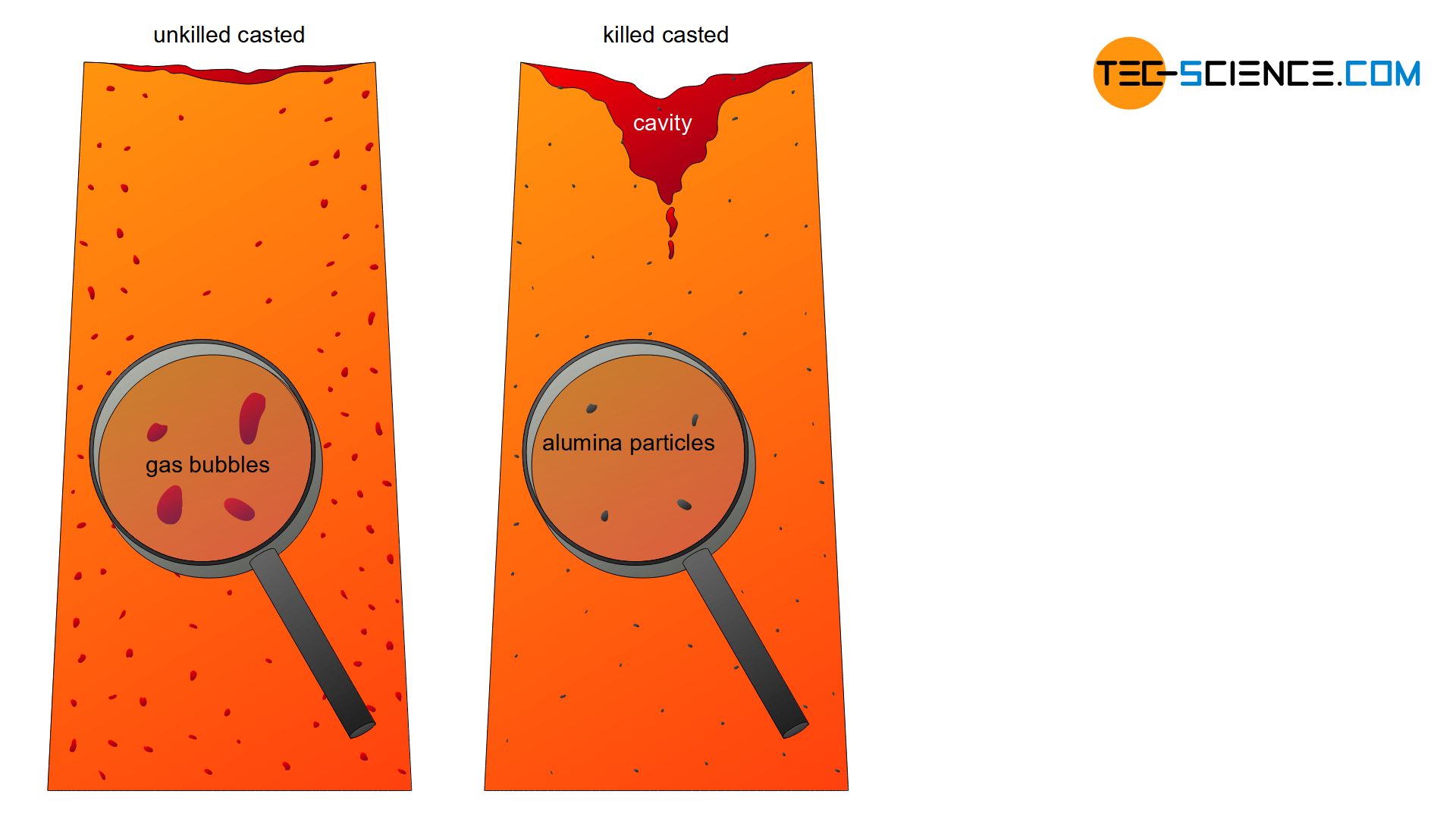
Rimmed steel is out of the question when a high homogeneous distribution of the alloying elements is required, because the ingot then mus not have any macrosegregation. This is particularly the case with alloyed steels. Such steels must be cast as killed steels. Since no gas pores are formed which counteract the contraction of the material during the transition from solid to liquid, however, the shrinkage of the material is greater than with rimmed steels. This leads to large cavities in the head area of the ingot, which must be cut off accordingly in the rolling or forging mill. In this way, about 20% of the casting block is unusable.
For alloyed steels with high demands on a homogeneous composition, steel is casted as killed steel!
Continuous casting
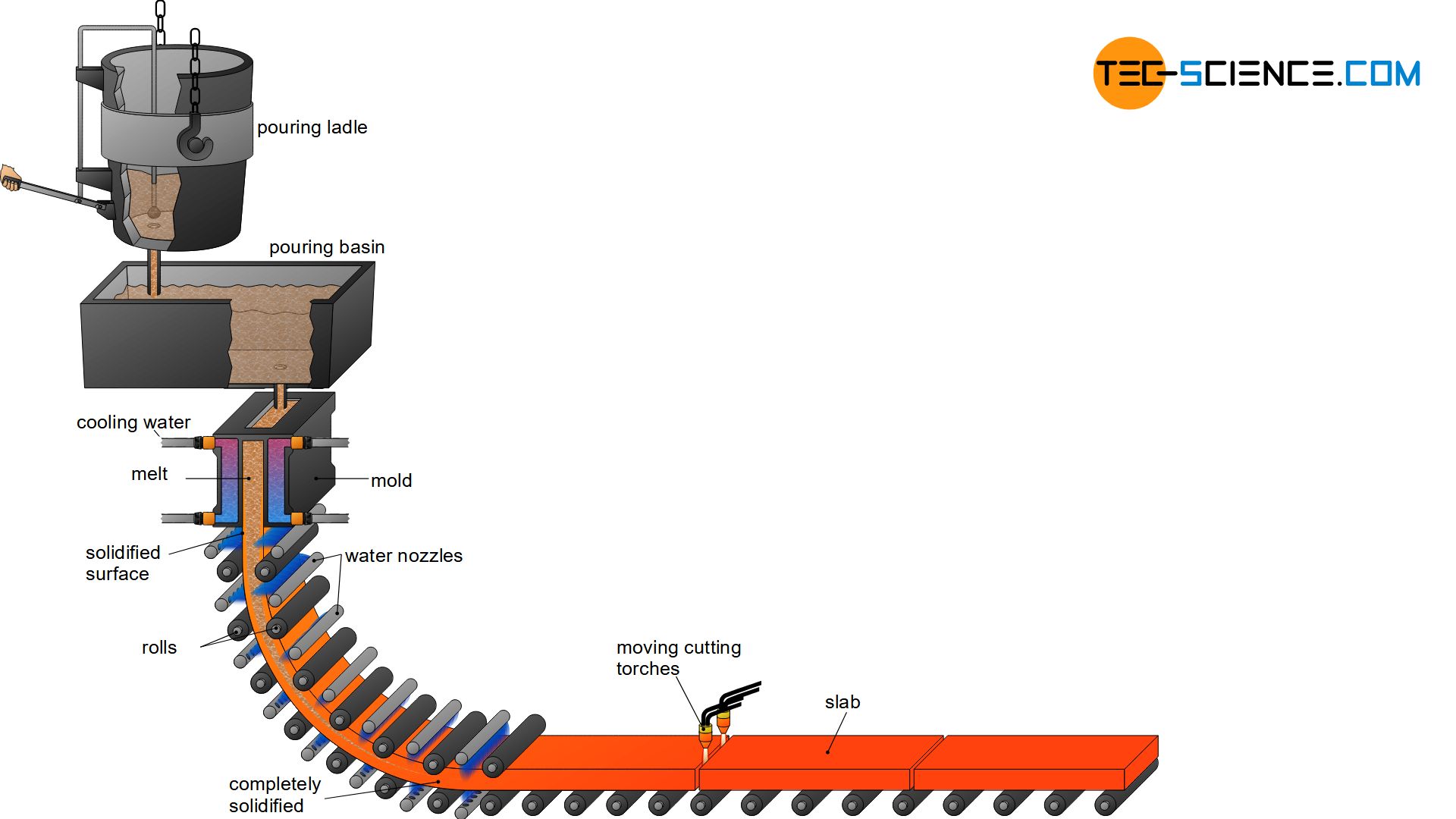
The majority of the steels produced (over 90%) do not solidify as ingot casting but are produced by continuous casting. In continuous casting, the molten steel is cast in copper molds, which are open at the bottom and water-cooled. The steel exits through this opening in a solidified form and is continuously drawn off as an endless strand via guide and drive rollers. On the way from the vertical to the horizontal position, which is more than 15 metres lower, the steel strand also cools down inside. It is sprayed continuously with water and has a relatively tough and solid structure due to its rapid cooling.
With continuous casting (strand casting) steel ist drawn off endlessly!
Only killed steel melts are suitable for continuous casting, as otherwise the gas pores could cause the steel to break. As the melt flows continuously into the mold, no shrinkage cavities occur, as is the case for killed steels in the ingot casting process. Apart from the generally slightly poorer surface finish, continuous casting has many economic advantages compared to ingot casting. For this reason, more than 90 % of semi-finished products are now produced using the continuous casting process.
In the production of slabs using continuous casting, the drawn steel strand is simply cut to length at regular intervals by cutting torches carried along. The slabs produced can have a rectangular cross-section of up to 2000 mm width and 400 mm height, whereby the length of the slabs can in principle be selected as required by the rolling mills.
Depending on the shape of the mold, not only rectangular cross-sections can also be produced, but many others. In contrast, square or circular cross-sections are no longer referred to as slabs but as billets.
Slabs have rectangular cross-sections and are mainly used as semi-finished products for sheet metal production. Billets have square or circular cross-sections and serve as semi-finished products for rod, tube, profile and wire production!





