With Dye penetrant inspection, cracks on the surface of components can be made visible in a non-destructive manner.
The dye penetrant inspection (or liquid penetrate inspection) can be used to visualize surface defects of components. Since the component to be examined is not damaged during the inspection, the dye penetrant method is one of the non-destructive material tests. This method is mainly used to inspect possible cracks, e.g. on turbine blades.
The surface under inspection is first thoroughly cleaned to remove dirt or other deposits from the cracks. The very low-viscosity colorant (flaw detection ink) is then applied. Due to the capillary effect, the flaw detection ink penetrates deeply into the cracks.
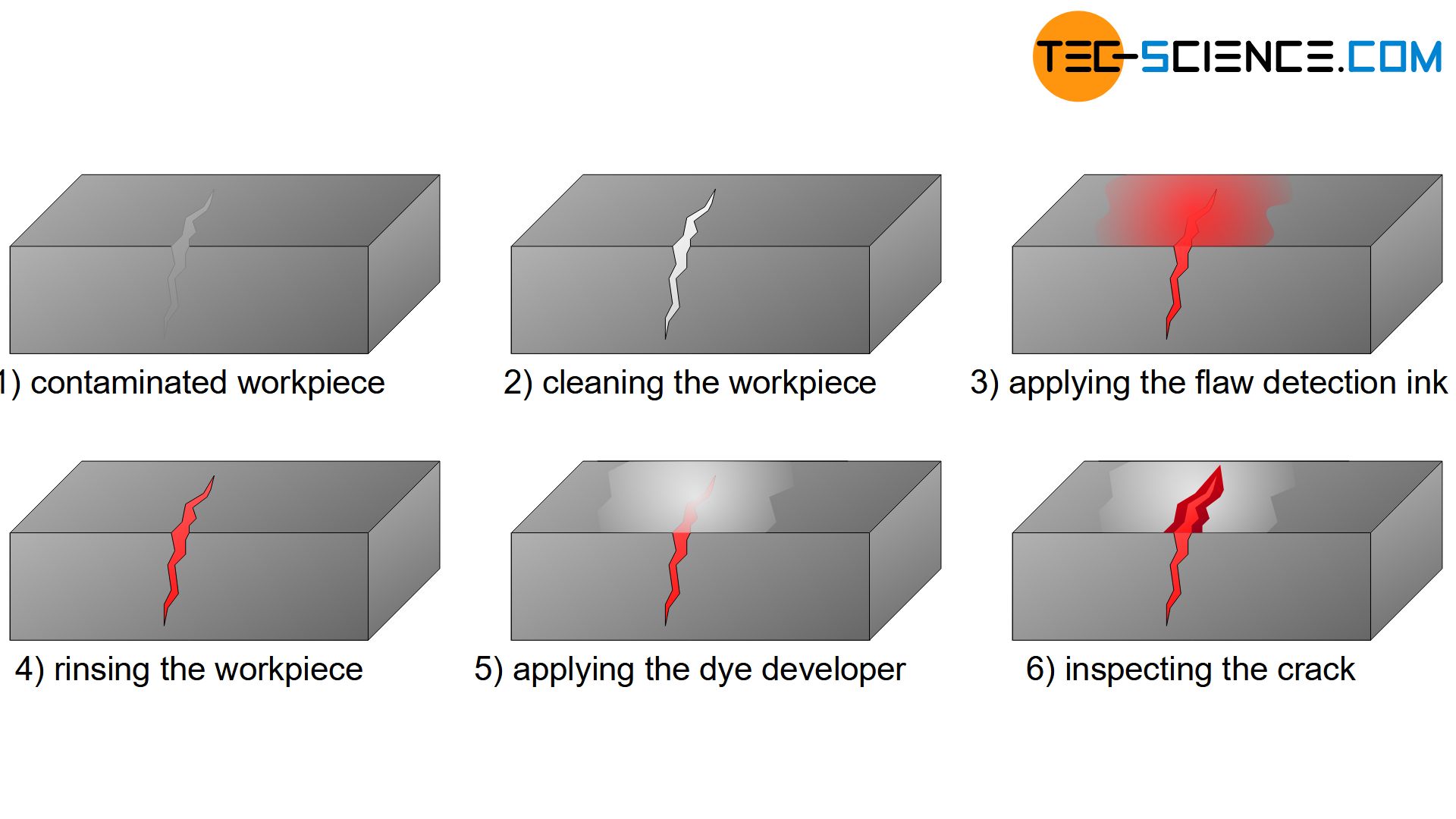
After an exposure time of about 10 minutes, the surface can be cleaned with a special cleaner. However, only the surface is cleaned, while the low-viscosity colorant remains in the cracks due to the strong capillary effect.
In order to make the ink and thus the cracks ultimately visible, a dye developer is now applied. The developer sucks the ink liquid out of the cracks and combines with it. Under visible or ultraviolet light, the cracks appear very clearly and can be assessed.
The dye penetrant method requires that defects reach to the surface so that they can be penetrated with the detection ink. Flaws below the surface of the workpiece cannot be detected with this method. In the case of ferromagnetic materials, however, magnetic particle inspection can be used here.
Only cracks that reach the surface can be inspected with the dye penetrant method!



")
")
")