Ziel des Diffusionsglühens ist der Ausgleich von Konzentrationsunterschieden!
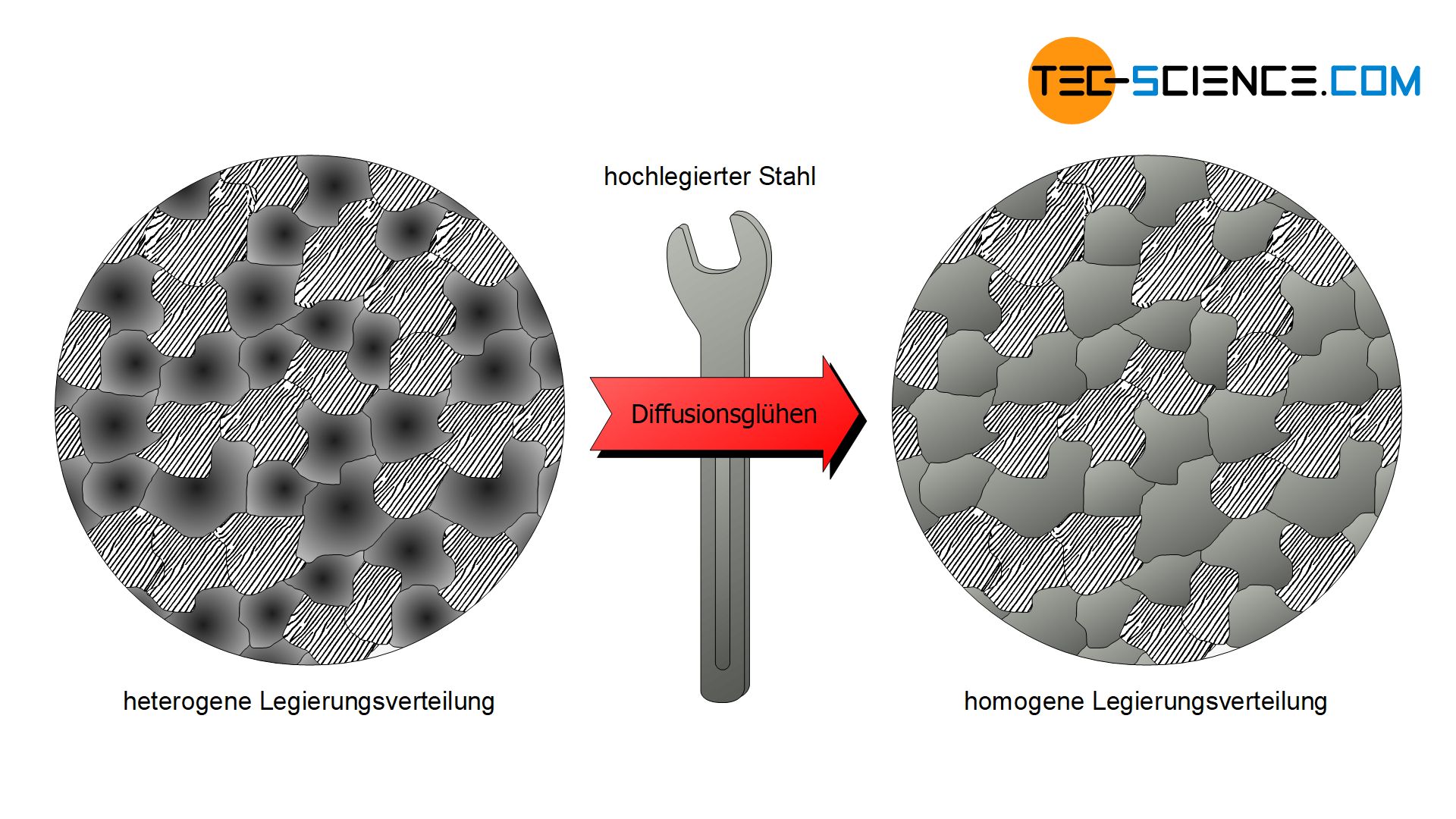
Beim Erstarren von Stählen mit hohen Legierungskonzentrationen kann es dazu kommen, dass sich die Legierungselemente nicht homogen im Gefüge bzw. in den einzelnen Kristallen verteilen. Solche Konzentrationsunterschiede innerhalb der einzelnen Kristalle werden auch Kristallseigerungen oder kurz Seigerungen genannt.
Verbunden mit den unterschiedlichen Legierungskonzentrationen sind auch unterschiedliche Eigenschaften innerhalb eines Korns, die das Gefüge unter Umständen schwächen. Deshalb gilt es solche Konzentrationsungleichheiten stets zu unterbinden. Die Entstehung von Seigerungen lässt sich jedoch aufgrund der endlichen Erstarrungsgeschwindigkeiten nicht immer von vorne herein verhindern. Aus diesem Grund müssen Konzentrationsunterschiede innerhalb eines Gefüges durch eine nachträgliche Wärmebehandlung beseitigt werden. Dies kann mithilfe des sogenannten Diffusionsglühens geschehen.
Ziel des Diffusionsglühens ist der Ausgleich von Konzentrationsunterschieden!
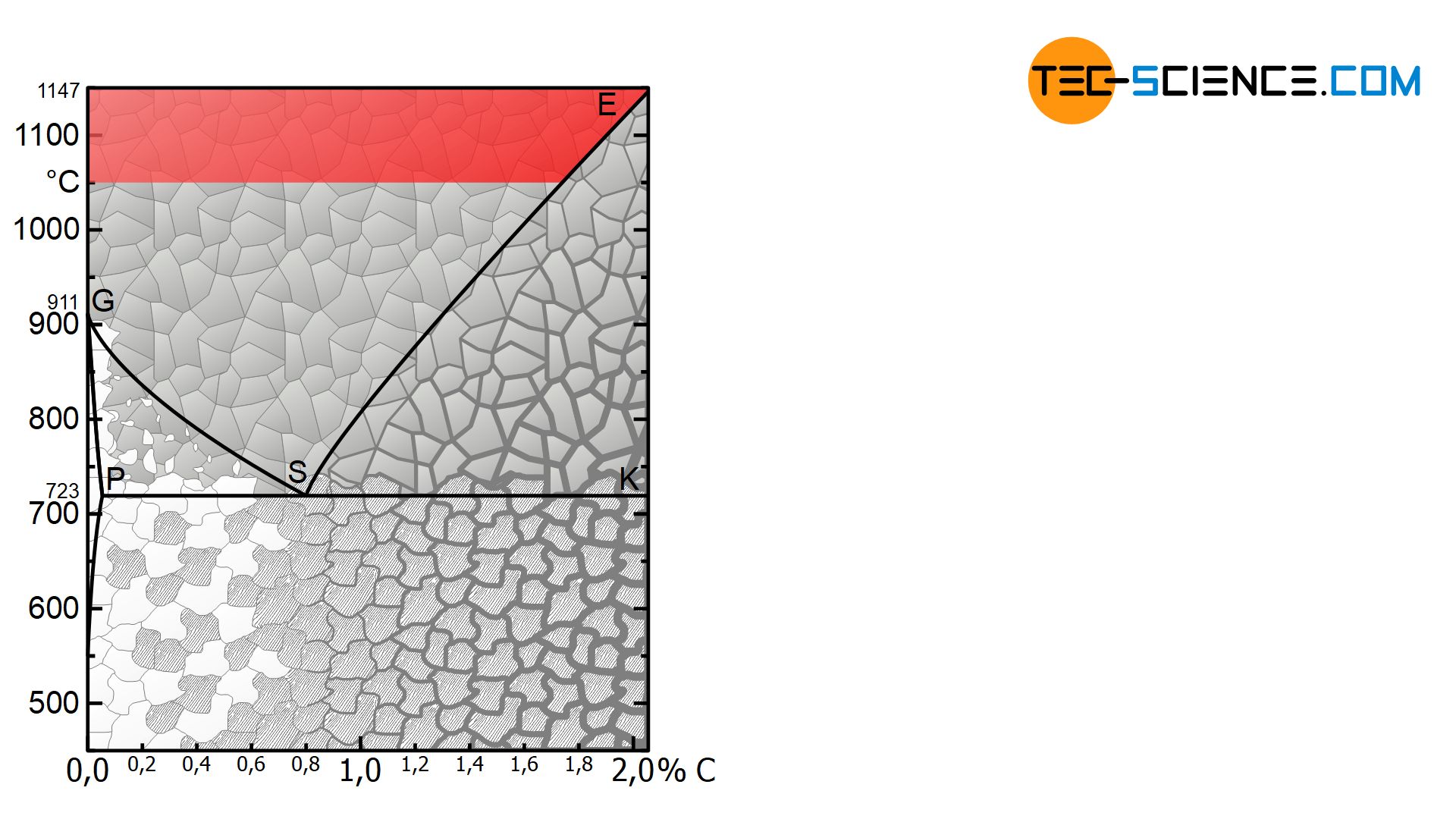
Beim Diffusionsglühen wird der Stahl auf relativ hohe Temperaturen im Bereich zwischen 1050 °C und 1300 °C geglüht. Hierdurch wird sichergestellt, dass die Diffusionsprozesse in ausreichendem Maße stattfinden können, damit die Atome die teilweise relativ langen Diffusionswege zurücklegen können. Dennoch sind hierfür in der Regel mehrere Stunden Glühzeit notwendig.
Nachteil des Diffusionsglühens ist die dabei stattfindende Grobkornbildung aufgrund der hohen Temperaturen. Zwar könnte dies durch eine verringerte Temperatur vermindert werden, allerdings wären dann längere Glühzeiten nötig und das Diffusionsglühen nicht mehr wirtschaftlich. Wenn sich also die Grobkornbildung während des Diffusionsglühens nicht verhindern lässt, so muss das Grobkorngefüge nachträglich wieder beseitigt werden. Dies kann durch anschließendes Normalglühen erreicht werden.
Da Seigerungen bereits während der Erstarrung eines Stahls entstehen, werden diese in der Regel direkt im Stahlwerk am Gussblock beseitigt. Zumal das Verfahren aufgrund der hohen Temperaturen und langen Glühzeiten hohe Ansprüche stellt und sehr energieintensiv ist.
")
")
")
")
")